If you want to mark metal using a fiber laser, you’ll need to invest in one of these devices. To mark organic materials such as fabrics, wood, or cardboard with a CO2 laser, the best option is to use a CO2 laser.
If you plan to use a high-power CW fiber laser for metal cutting, you’ll need to invest in a fiber laser with a long wavelength. Other materials, such as plastics and rubber, can have either a positive or a negative charge.
The wavelength of each laser is the most significant variation in terms of the types of materials it can treat. A fiber laser typically has a wavelength of 1,060 nm, whereas CO2 lasers have wavelengths of 10,600 nm to 15,200. Fiber lasers, as opposed to CO2 lasers, provide several distinct benefits.
Fiber lasers and CO2 lasers are the two most common lasers used today. Both types of lasers can cut and engrave a wide range of materials. This article will look at what each laser type can achieve, how they’re manufactured, and how well they function compared to one another.
What is a Fiber Laser?

An abbreviation for the fiber optic delivery technique of delivering a strong and amplified light source to the cutting head of a laser machine, known as a Fiber Laser. No specifics are provided as to how the light source is generated.
The fiber beam delivery technology made creating a laser much simpler, resulting in many machines being introduced to the market at significantly lower prices.
What is the Operation of a Fiber Laser?
When the laser cutting machine’s resonator emits light, it is received by the fiber and sent to the cutting head, controlled by the computer numerical control (CNC).
Light from the end of a fiber optic cable is directed toward the material’s surface with a laser cutting head. It is refocused by using a succession of focusing lenses on creating a nearly flawless dot on the surface of a material.
The substance to be machined is swiftly vaporized in the intense center of the laser, which is surrounded by cutting gases such as NO2 and O2. The vaporized material is then blasted out as dust particles.
What is a CO2 Laser?

The title “CO2 laser” means a process generated by the laser rather than itself. One method of splitting the ions of light particles was to use a high-velocity resonator that was the CO2 pollutants under high velocity. This caused the light particles to collide with one another and divide at even larger intervals.
How Does CO2 Laser Work?
To cut using a CO2 laser, a high infrared laser beam is focused through several mirrors and then expelled through a nozzle. It was the first to be released more than fifty years ago, and it continues to be the traditional backbone of the business today.
However, even though it is an older cutting process, many characteristics of the CO2 laser contribute to its ongoing appeal for industrial cutting and welding: it generates a high level of heat; it is relatively inexpensive and versatile.
When it comes to delicate features and sharp angles, CO2 cutting is the ideal option. The process normally involves two axes and a moving table to generate the cut. It is a speedy procedure for materials less than 3/8 inch, although higher-powered machines may also operate swiftly on heavier metals.
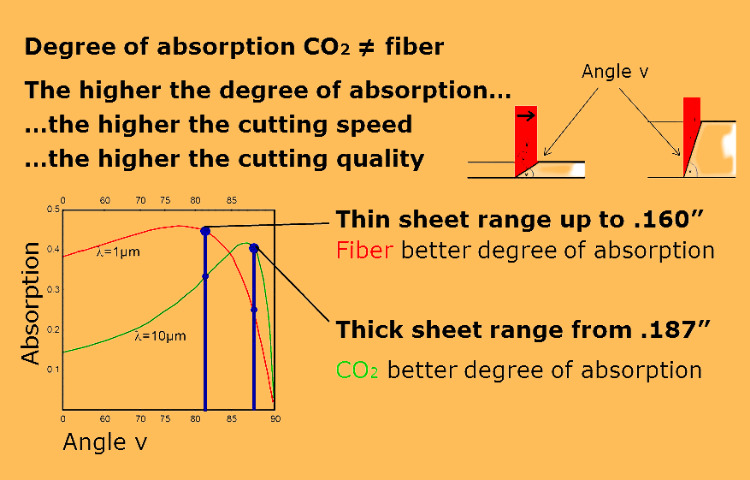
Furthermore, due to advancements in technology, quality, and control, the CO2 laser produces a superior cut edge quality on thicker surfaces than fiber lasers.
A CO2 laser can need an initial expenditure ranging from $350,000 to even more than $1 million. Most of the cost is incurred by optical mirrors and consumables, which can be rather expensive. Starting at that point, running costs are around $20 per hour.
The Advantages and Disadvantages of CO2 vs. Fiber Laser:

Advantages of CO2 Laser:
- Finish: CO2 lasers, when used on plate stainless steel and aluminum workpieces, often yield greater edge quality.
- Flexibility: CO2 lasers provide the ability to be used in a variety of laser applications, including non-metallic materials.
- Technology that is well-known: Because CO2 lasers have been in use for more than 30 years, the technology, and consequently the outcomes, are very predictable. This provides a high level of assurance to the end-user.
Disadvantages of CO2 Laser:
- Investment Costs: Costs for operating the CO2 Resonator, Blower, chiller, and other equipment are 70% greater than they would be if the beam path delivery system used mirrors, lenses, bellows, and las gasses.
- Maintenance: All elements mentioned above of the beams pathway delivery mechanism necessitate regular maintenance, which can be disruptive to production and expensive.
- Speed: A CO2 Laser cannot match fiber in thin materials. 260 IPM is the recommended cutting speed for a 4KW CO2 in 16 GA Steel Material using N2 as a cutting gas, while 1,417 IPM is the ideal cutting speed for a Fiber Laser with the same setup.
Advantages of Fiber Laser:
- Investment Costs: As solid-state co2 laser becomes more widely used, the cost of the systems is becoming less expensive. Take, for example, a well-equipped domestically manufactured fiber laser cutting system, which can be obtained for well under $300,000.
- Maintenance: Without the Beam Path Delivery System and its plethora of mirrors, bellows, gasses, and other components, the Fiber laser has significantly reduced the amount of maintenance required, and as a result, the costs associated with that maintenance have been significantly reduced as well.
- Speed: There is no comparison in the competition between fiber lasers and CO2 lasers in thin materials. In gage materials, fiber has a twofold speed to treble that of gage materials.
- Operating Costs: Because of the reduced power needs for the resonator and the lower cooling requirements, the energy consumption needed for a fiber laser is about one-third of that necessary for its CO2 counterpart. When combined with lower maintenance requirements, fewer consumables, and higher cutting speeds, the per-part costs of a fiber laser are extremely competitive.
Disadvantages of Fiber Laser:
- Surface Finish in Thick Materials: One of the benefits of CO2 lasers is the surface finishes that can be achieved in thicker materials, particularly Stainless Steel and Aluminum. However, CO2 is still the industry leader in this field.
- Overall Flexibility: As previously said, CO2 Lasers offer greater versatility in that they can cut through a larger range of materials, particularly non-metallics. Even though fiber technology is catching up and is capable of cutting brass and copper right out of the box, there are restrictions to its applicability, particularly in non-metal applications.
- Known Technological/Comfort Level: If you are presently operating one or more CO2 laser devices in your facility, you are likely to initially tilt significantly in that technology direction since it is the ‘devil’ you are familiar with rather than the one you are unfamiliar with.
Power Consumption of Fiber Laser vs. CO2:
As an additional comparison tool, we can look at things like power usage and other operational expenses to see how they compare.
While CO2 laser oscillators are believed to have a 10-15 percent photoelectric conversion rate, fiber laser oscillators are claimed to have a 35-40 percent photoelectric conversion rate.
Because of fiber’s high photoelectric exchange rate, laser cutters can minimize the energy consumption of cooling equipment such as chillers resulting in less electrical energy being transformed into heat dissipation.
In comparison to a CO2 oscillator, a fiber laser cutter’s oscillator demands a higher degree of precision in maintaining the cooling rate of the oscillator, in general.
As a result, when evaluating the power usage of the laser cutting, the fiber laser cutting device can be run with about one-third of the energy usage of the CO2 laser cutting machine, making it a very energy-efficient laser cutter machine.
Laser Transmission of Fiber Laser vs. CO2:
Because optical fibers have a long life span and excellent maintenance performance, they are a good choice for propagation applications.
When a CO2 laser cutting machine is used, it sends laser light from the oscillators to the processing point through a reflect lens, normally located in an optical path separated from the surrounding air.
It is possible that even after extensive usage, the reflector’s surface will get coated with dirt, even though the inside of the beam axis is completely free of dust and foreign objects. This means that the reflector must be cleaned.
Aside from that, the reflector itself will degrade over time due to collecting small quantities of laser energy and will eventually need to be replaced.
Additionally, numerous reflectors convey the laser from the oscillator to the processing point. The angle of the laser reflection is adjusted as it travels through the system. As a result, maintaining effective operations necessitates a certain level of technical expertise and management.
Unlike conventional laser cutters, fiber laser cutters send the laser energy over a single-mode fiber from the oscillator to the production site. This fiber is referred to as a light guide fiber in the industry.
There are no optical elements such as reflectors needed since the laser is transmitted through a light-guiding fiber insulated from the surrounding air, making the laser almost invisible in most circumstances.
However, strictly speaking, the laser is sent repeatedly on the peripheral of the optical fiber, resulting in a little depletion of the optical fiber itself. Although this reflector will not survive as long as the reflectors used in CO2 laser cutters, it will last longer.
Also advantageous is that if the transmission path is greater than the minimum curve of the directing fiber, the path may be arbitrarily selected, making it simple to change and maintain the transmission path.
Frequently Asked Questions:
What applications can fiber lasers have?
Nowadays, fiber lasers may be found almost everywhere in the modern world. A variety of industrial applications rely on the many wavelengths they may create, including cutting, welding, marking, texturing, cleaning, drilling, and various other operations.
How long does a Fibre laser last before being replaced?
As a matter of fact, the diode component in a fiber laser generally has a life span three times greater than that of other technologies. The average laser has a life of around 30,000 hours, which is equivalent to approximately 15 years of continuous operation.
Is it possible to cut wood with a fiber laser?
However, due to the lower wavelength of the fiber laser, it is not capable of cutting acrylic or polycarbonate, and it can only cut wood or fabric in a few specific applications, such as cutting lace or embroidery.
Conclusion:
Lasers made of fibers are a relatively new technology sweeping the world. A wide range of applications, from marking and engraving to cutting and welding, are used by these machines. This blog article aims to discuss the distinct advantages of employing a fiber laser and CO2 for these applications and address any concerns you may have about this innovative and interesting equipment.




{kind=link}
{kind=link}